

Il mese scorso, un cliente ci ha contattato cercando un metodo per rifilare i bordi di una lega di zinco. La nostra risposta è stata affermativa, ma a causa della forma e delle differenze individuali nella composizione dei prodotti, l'effetto di rifilatura avrebbe dovuto essere testato prima di essere mostrato al cliente.
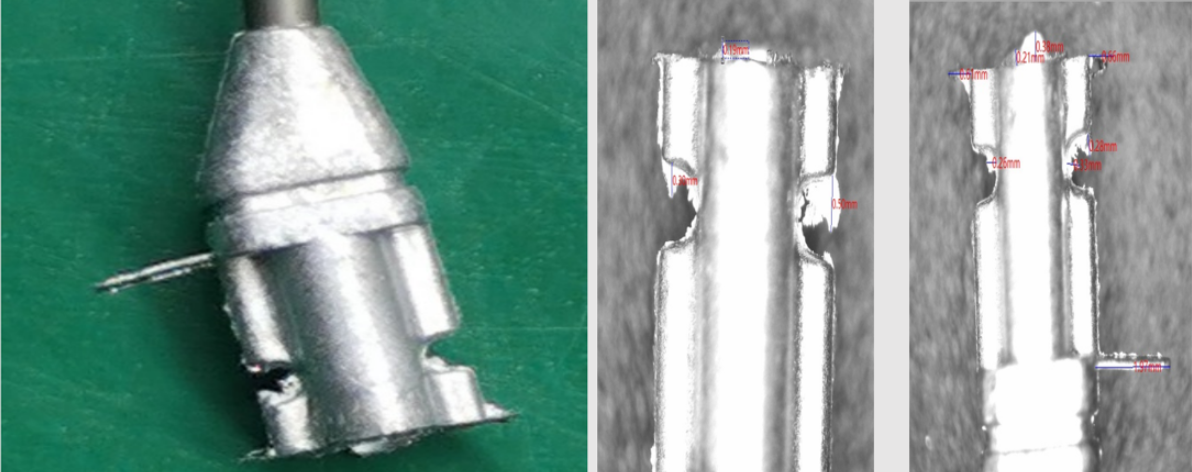
Dopo aver ricevuto il tubo di giunzione in lega di zinco, abbiamo immediatamente esaminato le bave presenti sulla giunzione e constatato che il tubo era saldato alla giunzione e non poteva essere separato. Pertanto, è stato necessario inserire entrambi i componenti nella macchina per la rifilatura a freddo dei bordi. Lo spessore delle bave, osservato al microscopio elettronico, variava da 0,21 a 1,97 mm ed era chiaramente visibile anche a occhio nudo.
Grazie alle proprietà dei materiali in lega di zinco, per la sbavatura utilizziamo la macchina antideflagrante MG. Questo modello è una versione migliorata del modello base, come segue:
1. L'area circostante l'apparecchiatura è trattata con materiale antideflagrante ed è presente una valvola di sicurezza per lo sfogo della pressione nella parte superiore.
2. Lo sportello del vano apparecchiature è dotato di un'asta speciale per resistere alla pressione dell'esplosione.
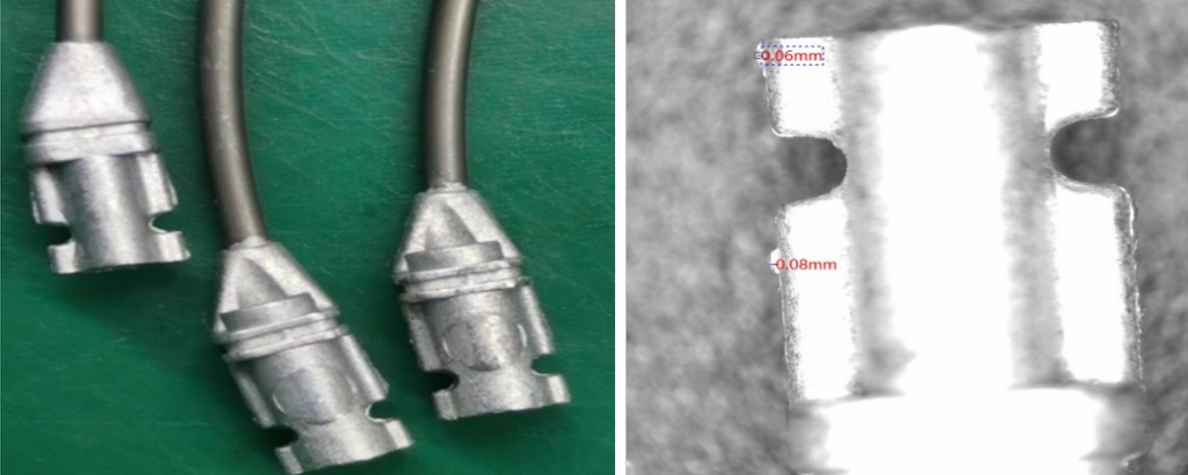
Il tubo di giunzione in lega di zinco, dopo essere stato rifilato dalla macchina per sbavatura criogenica, presentava evidenti bave di grandi dimensioni rimosse e, a un ingrandimento di 30x al microscopio elettronico, le piccole bave residue erano di soli 0,06 mm, entro i limiti richiesti dal cliente. I risultati del test sono stati positivi e il prodotto è stato ora inviato al cliente per ulteriori test prestazionali.
Data di pubblicazione: 28 maggio 2024



